压铸工艺是制造业中常用的金属成型方法之一,将熔融金属在高压下快速注入精密模具型腔,广泛应用于新能源汽车、3C电子、通讯设备、家电等多个行业。然而,压铸件在生产过程中极易产生气孔、冷隔、裂纹、缩孔、流痕、欠铸等多种表面缺陷,这些缺陷直接影响产品的力学性能、气密性和外观质量。随着新能源汽车一体化压铸技术的普及和零部件轻量化的加速推进,压铸件结构日益复杂、尺寸不断增大,对检测效率和精度的要求也随之提升。压铸件视觉检测设备基于机器视觉与人工智能技术,为压铸行业提供了高效、精准、可追溯的表面质量管控方案。

一、问题识别:压铸件检测的核心痛点
压铸件检测难度远高于普通注塑件或冲压件,主要体现在以下三个方面。
缺陷类型多样且形态复杂。压铸过程中,金属液在高速高压下填充型腔,容易产生气孔、冷隔、裂纹、缩孔、流痕、欠铸、拉伤等多种缺陷。不同类型的缺陷形态差异巨大——有的呈点状、有的呈线状、有的呈片状、有的呈不规则形状,传统算法难以用统一规则覆盖所有类型。
高反光曲面成像困难。铝合金、镁合金等压铸材料表面具有强烈的反光特性,加上压铸件往往带有复杂的曲面、凹槽、筋位和孔洞结构,普通光源下拍摄的图像容易出现局部过曝或阴影,掩盖真实缺陷信息。如何在反光表面稳定捕捉细微缺陷,是压铸件视觉检测的核心技术难题。
产线节拍要求高。压铸生产节奏快,单件检测时间通常要求在3-5秒以内。传统的人工目检或离线抽检方式不仅效率低下,还容易因疲劳导致漏检。在高温、高粉尘的压铸车间环境下,人工检测更是难以持续稳定作业。
二、技术分析:压铸件视觉检测的核心技术体系
针对上述难题,压铸件视觉检测设备整合了多项关键技术。
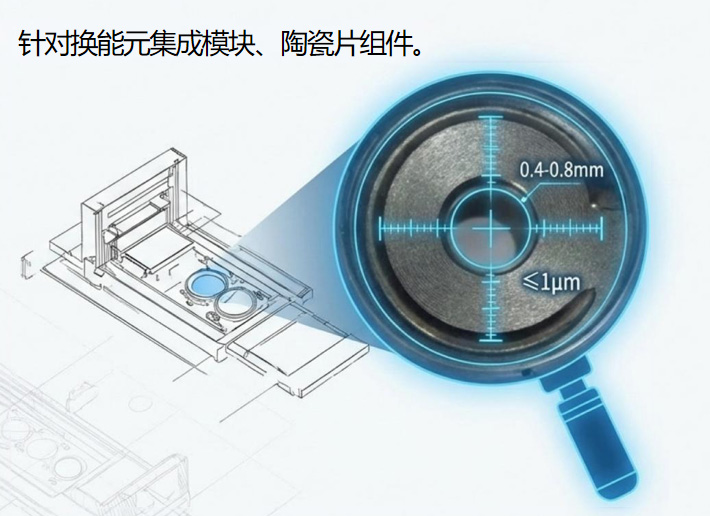
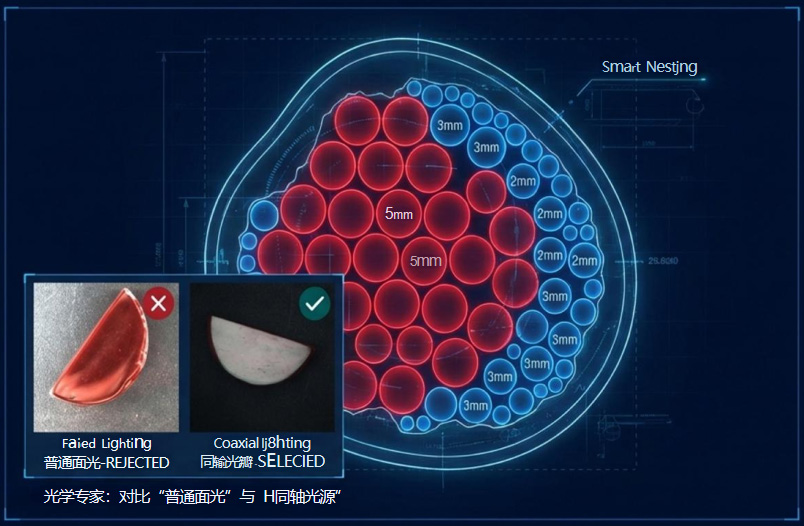
光学成像系统。针对压铸件高反光、复杂曲面的特点,专业设备采用多分区LED光源设计——同轴光与偏振滤光模块自动抑制高光反射并增强边缘对比度,使细微裂纹清晰可辨。配合多频环形LED光源和低畸变远心镜头,在一次扫描中同步完成几何尺寸、轮廓度和表面缺陷三项检测。针对曲面和孔槽等复杂形貌,蓝色面结构光技术可精准捕获三维数据。
AI深度学习缺陷识别算法。传统算法依赖人工设定的灰度阈值,难以应对压铸件表面复杂多变的缺陷形态。深度学习模型通过卷积神经网络自动提取气孔、冷隔、裂纹等缺陷的深层特征。在工业场景中,部分系统采用自研无监督AI算法,仅需少量图片即可完成模型训练,单点位检测耗时压缩至毫秒级。针对缺陷样本稀缺的难题,样本扩充算法可有效解决工业场景中普遍存在的缺陷样本不足问题。
2D+3D多模态融合检测。2D视觉负责表面图案、颜色、纹理的检测,3D视觉通过激光线扫或结构光技术获取物体三维轮廓。两者结合可同时完成表面缺陷识别和形位公差测量,一次性输出全面检测结果。
自动化上下料与分拣机构。压铸件视觉检测设备通常集成振动盘、输送带或机械手等自动化上下料模块,实现从检测到分拣的全流程自动化。部分系统采用双机械臂与双载物台机构,检测与上下料时间重叠复用,显著提升产线效率。
三、参数验证:压铸件视觉检测设备的关键评估指标
在选型过程中,以下五个参数是评估压铸件视觉检测设备性能的核心依据。
检测精度与最小可检缺陷。压铸件缺陷尺寸差异极大——从微米级的气孔到毫米级的冷隔都有可能出现。高精度设备可实现0.02mm的细微裂纹检测,关键参数误差控制≤1μm,重复精度达0.1μm。企业应根据自身产品的最小关键缺陷尺寸提出明确要求。
缺陷类型覆盖范围。一套完善的压铸件视觉检测设备应覆盖气孔、冷隔、裂纹、缩孔、流痕、欠铸、拉伤、压伤、缺料、划痕等主要缺陷类型。选型时应要求供应商提供针对同类产品的缺陷检测清单。
检测速度与全闭环时间。单件检测节拍是产线效率的关键指标。行业先进水平可实现单件节拍≤1.2秒至≤3秒。对于大型一体化压铸件(如电池托盘、车身结构件),检测节拍通常在120秒/件左右。需注意区分“相机帧率”与“全闭环检测时间”——后者才是从产品进入视野到输出结果的完整周期。
漏检率与误报率。行业通行标准:漏检率≤0.1%,误报率≤1%。部分高端系统在特定场景下可进一步压低指标。验收时应以甲方提供的实际缺陷样品现场测试为准。
换产效率与设备适配性。压铸件种类繁多,从0.5mm超薄冲压件到1.2m大型压铸件,设备应具备快速换产能力。优秀的系统支持配方保存与一键加载,治具更换时间通常不超过15分钟。对于大型压铸件,设备还需兼容机械臂上下料。

四、场景匹配:压铸件视觉检测的典型应用场景
场景一:新能源汽车——一体化压铸件尺寸与外观综合检测。新能源汽车的一体化压铸件(如电池托盘、车身结构件、电机壳体)尺寸大、结构复杂,传统三坐标抽检方式耗时数小时且覆盖率低。成套方案采用光学影像仪嵌入压铸、机加、装配三大工序,实现100%在线全检。系统以0.1μm重复精度同步完成尺寸、段差、倒角及盲孔深度测量,单件节拍≤3秒。3D线激光轮廓传感器快速捕获产品整体三维数据,生成清晰点云图,对铝合金、镁合金等材质以及曲面、凹槽等复杂结构件均能稳定扫描。
场景二:汽车零部件——转向节、支架等中小型压铸件批量检测。转向节、支架、壳体等中小型压铸件产量大、节拍要求高。成套方案采用全自动检测线,实现从上料、扫描到出结果和分料的全流程自动化。设备可检测气孔、夹渣、冷隔和裂纹等内部及表面缺陷,检测效率高,适合单一零件的大批量检测。
场景三:3C电子与通讯设备——精密压铸件微米级外观检测。手机中框、摄像头支架、通讯模块壳体等精密压铸件对表面质量和尺寸精度要求极高。成套方案采用高分辨率工业相机与AI边缘计算算法,在一次扫描中同步获取几何尺寸、表面缺陷及形位公差数据。
五、决策建议
选择压铸件视觉检测设备,建议遵循以下步骤:
需求梳理。明确检测对象(铝合金/镁合金/锌合金压铸件)、缺陷类型(气孔/冷隔/裂纹/缩孔等)、最小缺陷尺寸、检测节拍、是否需要3D测量等核心需求。
供应商筛选。压铸件检测对光学设计和算法能力要求较高,应优先选择在压铸或汽车零部件行业有成熟案例、具备光学模组自研能力和算法自主迭代能力的供应商。
打样验证。将实际样品(含各类典型缺陷)寄送供应商进行打样测试,重点验证检测精度、缺陷类型覆盖率和节拍是否满足要求。
现场考察。实地参观供应商在压铸企业的落地案例,与产线操作人员交流设备稳定性与售后响应。
合同约束。将检测精度、速度、漏检率、误报率、缺陷类型覆盖率等关键指标逐条写入技术协议,以现场实测数据为验收依据。
